Description of the
cartoning machine fault:
The blister board will be divided into upper and lower layers before entering the
cartoning machine. The correct conveying method should be that the short side of the blister board is consistent with the conveying direction. However, in the production process, when the lower blister sheet is pushed into the conveyor belt, the rotation occurs under the frictional force of the conveyor belt, and the long side of the blister sheet becomes the same as the running direction of the conveyor belt, resulting in the connection. The feeding action failed.
Analysis of the reasons for the cartoning machine:
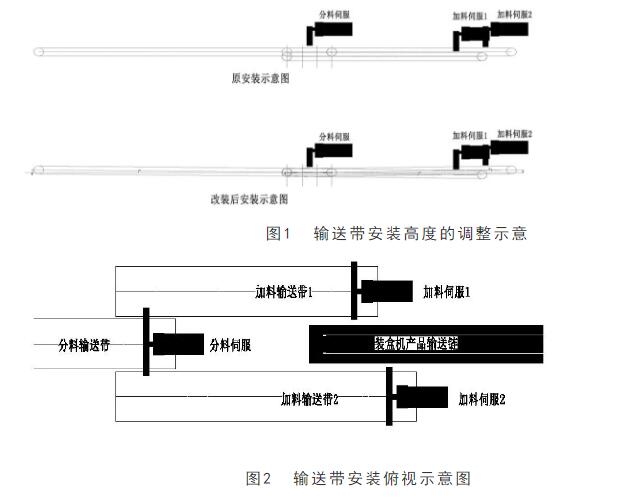
The equipment manufacturer installs the three conveyor belts in a horizontal installation manner, that is, the material conveying belt and the feeding conveyor belt 2 are on the same horizontal surface, and the feeding conveyor belt 1 is kept at about 30 mm below the horizontal plane, and is kept substantially parallel to the plane. On the conveyor belt, the correct conveying direction of the blister board is that the short side coincides with the running direction of the conveyor belt. When the blister board is fed by the servo motor to feed the conveyor belt 1, due to the drop, the front end of the blister board first contacts the conveyor belt under the action of gravity, and will be dragged by the running conveyor belt before the barrier. The direction of movement of the blister sheet is changed, so that the entire blister sheet rotates by approximately 90°, and the long side of the blister sheet becomes the same as the running direction of the conveyor belt. When the blister board reaches below the feeding servo motor at the end of the conveyor belt, it may not be detected by the photoelectric detecting device under the feeding servo motor, and the feeding servo motor will not push the material, resulting in the blocking detection alarm above the feeding conveyor belt 1 The servo motor stops feeding, so that the upstream blister machine is automatically stopped; or when the blister board is detected by the photoelectric detecting device under the feeding servo motor, when it is pushed by the feeding servo motor, it will be stuck under the feeding servo motor. At the entrance channel, the feeding failed and the equipment was shut down.
Improved method of cartoning machine:
The feeding conveyor belt is 150 cm long, the feeding conveyor belt 1 (lower layer) is 100 cm long, the feeding conveyor belt 2 (upper layer) is 115 cm long, and the overlap length of the three conveyor belts in the middle position is about 12 cm. We have re-adjusted the installation of the three conveyor belts at the overlap: reduce the height of the feed conveyor belt, the feed conveyor belt 2 by about 15 cm, and raise the height of the feed conveyor belt 1 by about 15 cm, so that the three conveyor belts are roughly overlapped. Keep at the same height. In the actual adjustment, the material conveying belt at the overlap is slightly higher than the two feeding belts. After adjustment, the cartoning machine can ensure that the blister plate is pushed into the front and rear feeding conveyor belt in a horizontal form by the feeding servo motor, and the blister plate can be normally conveyed under the feeding servo motor.