The function of the heating device of the blister packaging machine is to heat and soften the medicinal film to a plastic state, so as to form a blister on the forming mold in a certain way.
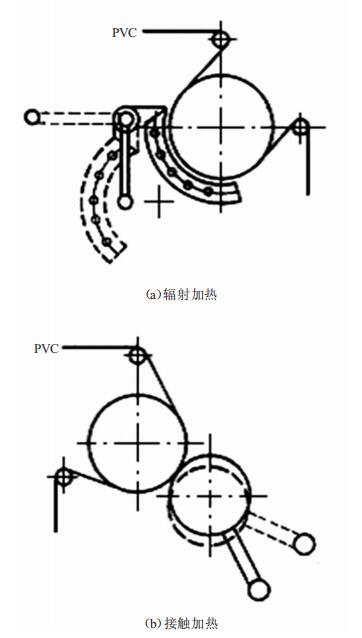
The above picture is a schematic diagram of two heating forms of roller blister packaging machine, namely radiant heating and contact heating, or external heating and internal heating. Most of the external heating uses quartz glass heating tubes as heating elements. Several heating tubes form an arc-shaped heating surface concentric with the molding die roller. After energization, far infrared rays are generated, and the plastic film wound on the surface of the molding die roller is baked and heated. . Inner heating is to place the tubular heating element evenly in the heating roller body, the roller body contacts the molding die roller and rotates synchronously with the molding die roller, the roller body becomes hot after being energized, and directly contacts and heats the plastic film wound on the surface of the molding die roller .
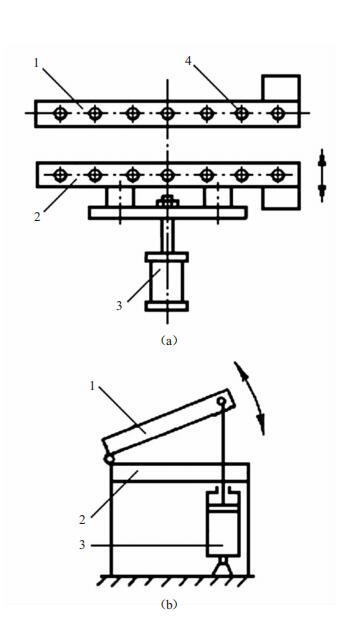
The structure diagram of the heating device of the flat plate and roller plate blister packaging machine is composed of upper and lower heating plates. The plate contact intermittent heating method is adopted. The heater has two types of tube and sheet, which are placed in the middle of the heating plate. When heating, the upper and lower heating plates must maintain a horizontal position to ensure the uniformity of the molding.
There are many forms of heating plate movement: the upper plate movement has direct action and flip type; the lower plate movement is generally direct action; the upper and lower plates move together as direct action.
The schematic diagram of the heating device structure of the flat-plate and roller-plate blister packaging machine is the upper plate direct-acting type, and Figure 2(b) is the upper plate turning type. The movement of the heating plate is driven by the cylinder. The heating plate is generally stationary during work, and there is a gap of 0.5 to 0.8 mm between the two plates. The plastic film passes through the gap, which can avoid heat loss and ensure good molding.
